
Υδραυλικές βαλβίδες ελέγχου για στηρίγματα ανθρακωρυχείου: Ακρίβεια, ανθεκτικότητα και ασφάλεια
Προϊόντα
Τελευταία νέα
Η ποιότητα πηγάζει από την αυστηρή δεξιοτεχνία
Η υδραυλική βαλβίδα ελέγχου, ως η «καρδιά» του υδραυλικού συστήματος, η απόδοσή της καθορίζει άμεσα τη λειτουργική ακρίβεια και σταθερότητα των μηχανημάτων κατασκευής, του εξοπλισμού βιομηχανικού αυτοματισμού και άλλων συσκευών. Βασιζόμενοι στο παγκόσμιο πλεονέκτημα του συμπλέγματος μηχανικής κατασκευής ακριβείας στο Dongguan και ακολουθώντας τα κορυφαία διεθνή πρότυπα κατασκευής, έχουμε δημιουργήσει μια πλήρη διαδικασία και υψηλή-σύστημα παραγωγής ακριβείας από την επιλογή της πρώτης ύλης έως την παράδοση του προϊόντος, διασφαλίζοντας ότι κάθε υδραυλική βαλβίδα ελέγχου μπορεί να λειτουργεί σταθερά και αξιόπιστα κάτω από ακραίες συνθήκες.
Προμήθεια πρώτων υλών και προ-θεραπεία: Δημιουργία γερών θεμελίων για την ποιότητα
1. Αυστηρά κριτήρια επιλογής υλικού Αντιστοιχίζουμε επακριβώς τις πρώτες ύλες με βάση τα σενάρια εφαρμογής και τις απαιτήσεις απόδοσης της βαλβίδας υδραυλικού ελέγχου: Επιλέξτε υλικά από ανοξείδωτο χάλυβα 430F ή όλκιμο σίδηρο για να διασφαλίσετε ότι το σώμα της βαλβίδας έχει υψηλή αντοχή και υψηλή πυκνότητα, ικανό να αντέχει πιέσεις άνω των 700 bar.
Πυρήνας βαλβίδας και χιτώνιο βαλβίδας: Χρησιμοποιήστε ανοξείδωτο χάλυβα, κράμα χάλυβα κ.λπ. για φθορά-ανθεκτικό και στη διάβρωση-ανθεκτικά υλικά που διασφαλίζουν ότι ο πυρήνας της βαλβίδας μπορεί να κινείται ευέλικτα εντός της οπής του σώματος της βαλβίδας για μεγάλο χρονικό διάστημα, με το διάκενο αυστηρά ελεγχόμενο εντός 0,005 - 0,035 χλστ. Εξαρτήματα στεγανοποίησης: Χρησιμοποιήστε εισαγόμενα ψηλά-καουτσούκ απόδοσης και σύνθετα υλικά, ικανά να προσαρμόζονται σε ακραίες θερμοκρασίες -50℃ έως +100℃, εξασφαλίζοντας μηδέν-απόδοση στεγανοποίησης διαρροής.
2. Πρόστιμο προ-επεξεργασία Αξιολόγηση προμηθευτή και επιθεώρηση αποθήκευσης: Δημιουργήστε ένα παγκόσμιο σύστημα αξιολόγησης προμηθευτών και συνεργαστείτε μόνο με υψηλά-προμηθευτές ποιότητας που πληρούν την πιστοποίηση ISO9001. Μετά την άφιξη κάθε παρτίδας πρώτων υλών, χρησιμοποιούνται πολλαπλά μέσα όπως φασματοσκοπική ανάλυση, δοκιμή σκληρότητας και μεταλλογραφική επιθεώρηση για να διασφαλιστεί ότι η σύνθεση και η απόδοση του υλικού πληρούν τα διεθνή πρότυπα.
3. Επεξεργασία γήρανσης και ανίχνευση ελαττωμάτων: Για κενά από χυτοσίδηρο και χάλυβα, η επεξεργασία γήρανσης πραγματοποιείται πριν από την επεξεργασία για να εξαλειφθεί η εσωτερική πίεση και να αποφευχθεί η επακόλουθη παραμόρφωση της επεξεργασίας. Ταυτόχρονα, οι τεχνολογίες ανίχνευσης ελαττωμάτων με υπερήχους και ανίχνευσης ελαττωμάτων μαγνητικών σωματιδίων χρησιμοποιούνται για την ακριβή ανίχνευση εσωτερικών ελαττωμάτων στο υλικό και την πρόληψη της ροής πρώτων υλών κατώτερης ποιότητας στη γραμμή παραγωγής.
Ακριβής τεχνολογία επεξεργασίας: Μικρόμετρο-έλεγχος ακρίβειας επιπέδου
1. Επεξεργασία σώματος βαλβίδας: Εγγύηση απόδοσης υψηλής ακαμψίας και στεγανοποίησης Πάρτε το electro-Για παράδειγμα, το σώμα βαλβίδας υδραυλικής κατευθυντικής βαλβίδας, χρησιμοποιούμε ένα οριζόντιο κέντρο κατεργασίας για πλήρως αυτοματοποιημένη επεξεργασία και η ροή της διαδικασίας είναι η εξής:
-Χοντρό φρεζάρισμα και λεπτή διάτρηση: Τρίψτε χονδρικά τα διάφορα επίπεδα του σώματος της βαλβίδας, αφήνοντας 0,2 - Επίδομα μηχανικής κατεργασίας 0,4 mm. στη συνέχεια τρυπήστε την κύρια οπή για να εξασφαλίσετε ότι η ανοχή της διαμέτρου της οπής ελέγχεται εντός του επιπέδου IT7 και η τραχύτητα της επιφάνειας Ra ≤ 0,8μm.
-Επεξεργασία αυλακιού: Χρησιμοποιήστε πέντε-κέντρο κατεργασίας άξονα για την ολοκλήρωση της διάτρησης και φρεζαρίσματος των σύνθετων καναλιών ροής μέσα στο σώμα της βαλβίδας, ελέγχοντας αυστηρά τη θέση και το σφάλμα ομοαξονικότητας των οπών ≤ 0,01 mm, μειώνοντας έτσι την απώλεια αντίστασης ροής υγρού.
-Τρίψιμο και στίλβωση: Εκτελέστε επεξεργασία λείανσης στην κύρια οπή για να επιτύχετε τραχύτητα επιφάνειας Ra ≤ 0.2μm, διασφαλίζοντας την ακρίβεια ταιριάσματος του πυρήνα της βαλβίδας και του σώματος της βαλβίδας και μειώνοντας τον κίνδυνο εσωτερικής διαρροής.
2. Επεξεργασία πυρήνα βαλβίδας και χιτώνιο βαλβίδας: Υψηλή-Τα εξαρτήματα ζευγαρώματος ακριβείας κατασκευάζουν τον πυρήνα της βαλβίδας και το χιτώνιο βαλβίδας ως τα λειτουργικά στοιχεία πυρήνα της βαλβίδας υδραυλικού ελέγχου. Η ακρίβεια επεξεργασίας επηρεάζει άμεσα την ταχύτητα απόκρισης και την ακρίβεια ελέγχου της βαλβίδας:
-Τόρνευση ακριβείας: Χρησιμοποιήστε έναν τόρνο CNC για να εκτελέσετε multi-διαδικασία ενεργοποίησης του πυρήνα της βαλβίδας, με την ανοχή εξωτερικής διαμέτρου να ελέγχεται εντός 0,002 mm και το κυλινδρικό σφάλμα ≤ 0,001 χλστ.
-Τρίψιμο και γυάλισμα: Επίτευξη υψηλών-λείανση ακριβείας της επιφάνειας του πυρήνα της βαλβίδας μέσω εξωτερικής κυλινδρικής μηχανής λείανσης, με τραχύτητα επιφάνειας Ra ≤ 0.1μm; οι βασικές επιφάνειες ζευγαρώματος υιοθετούν την τεχνολογία χειροκίνητης στίλβωσης για να βελτιώσουν περαιτέρω την ομαλότητα της επιφάνειας και την ακρίβεια ζευγαρώματος.
-Επεξεργασία χιτωνίου βαλβίδας: Η εσωτερική οπή του χιτωνίου βαλβίδας επεξεργάζεται χρησιμοποιώντας τεχνικές διάτρησης και λείανσης βαθιάς οπής για να εξασφαλιστεί ομοιόμορφη και σταθερή απόσταση μεταξύ της εσωτερικής οπής και του πυρήνα της βαλβίδας, με την ανοχή διάκενου να ελέγχεται εντός 0,005 mm.
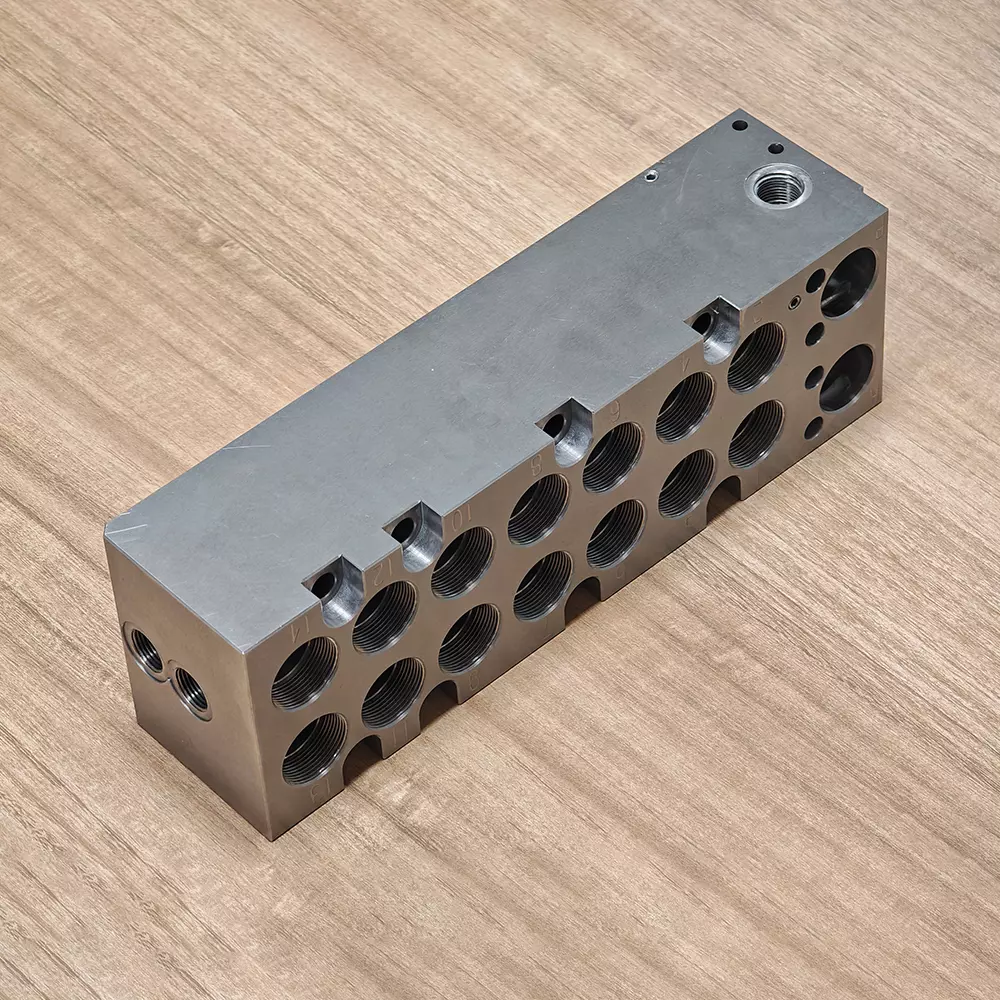
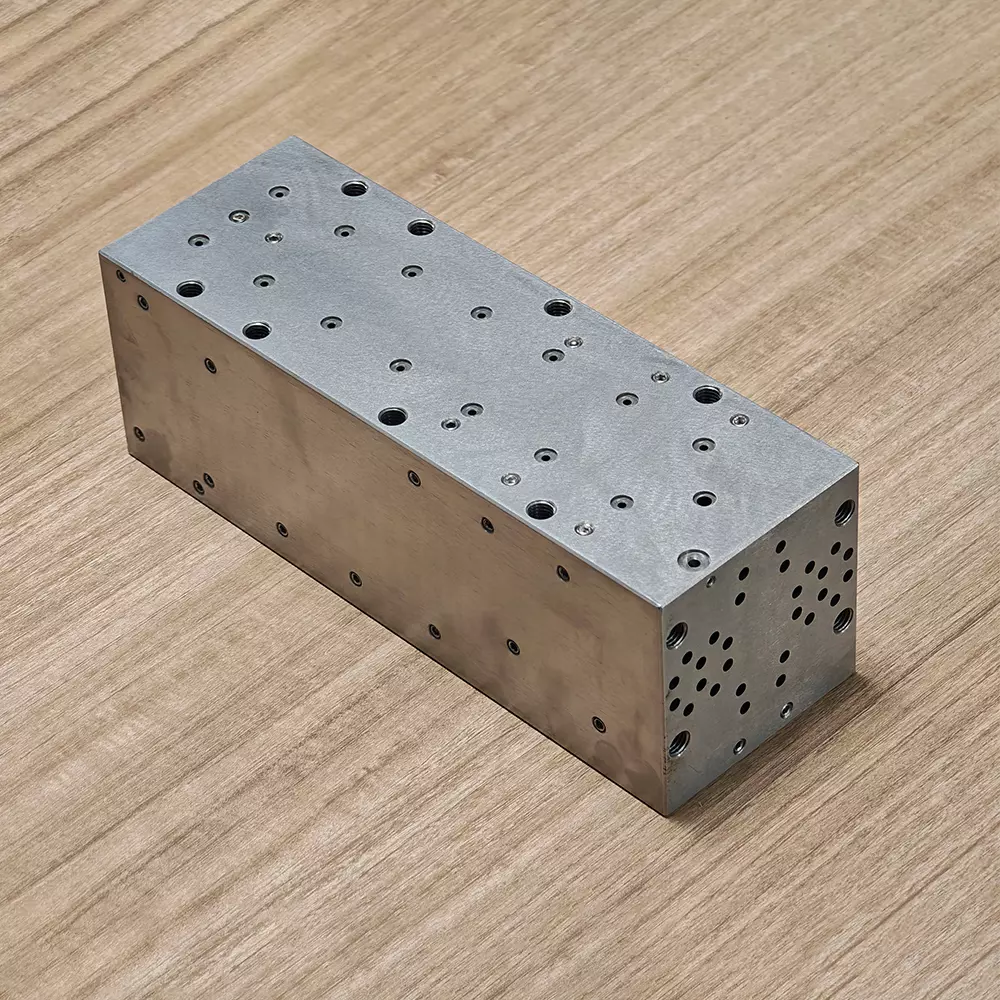
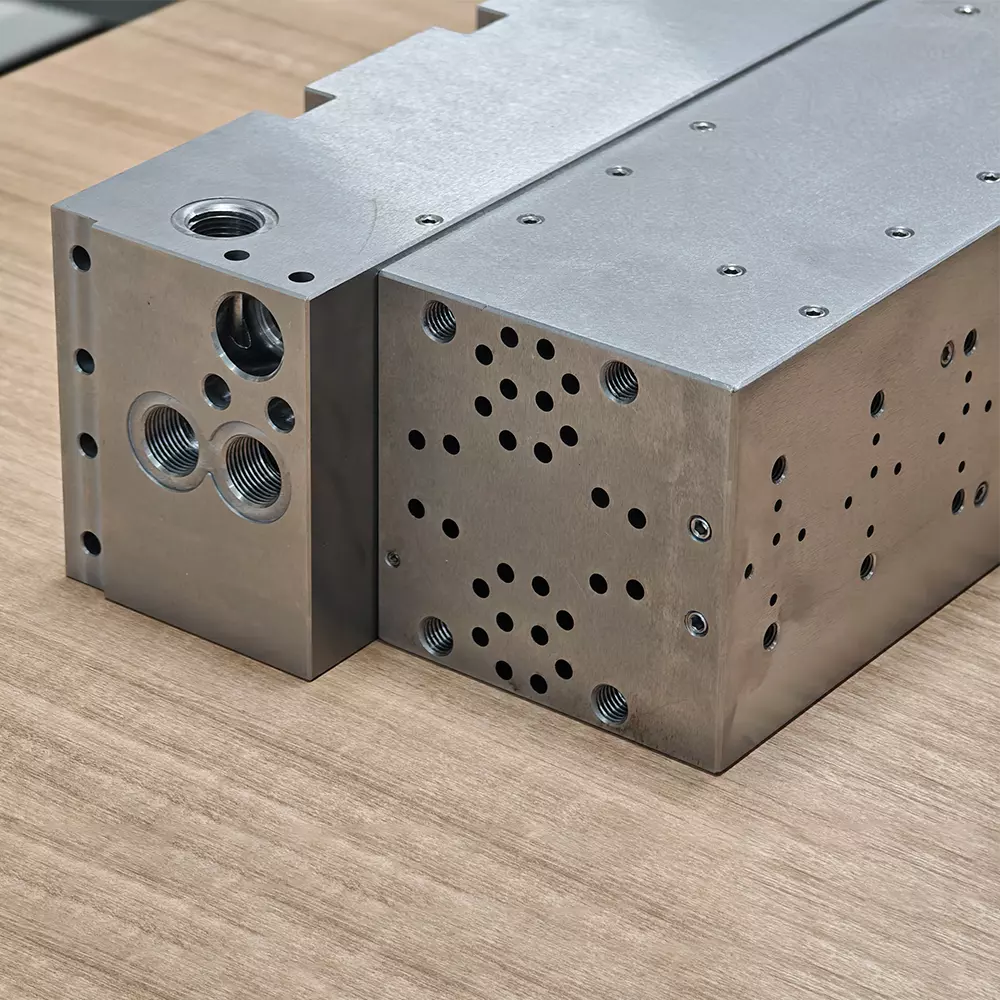
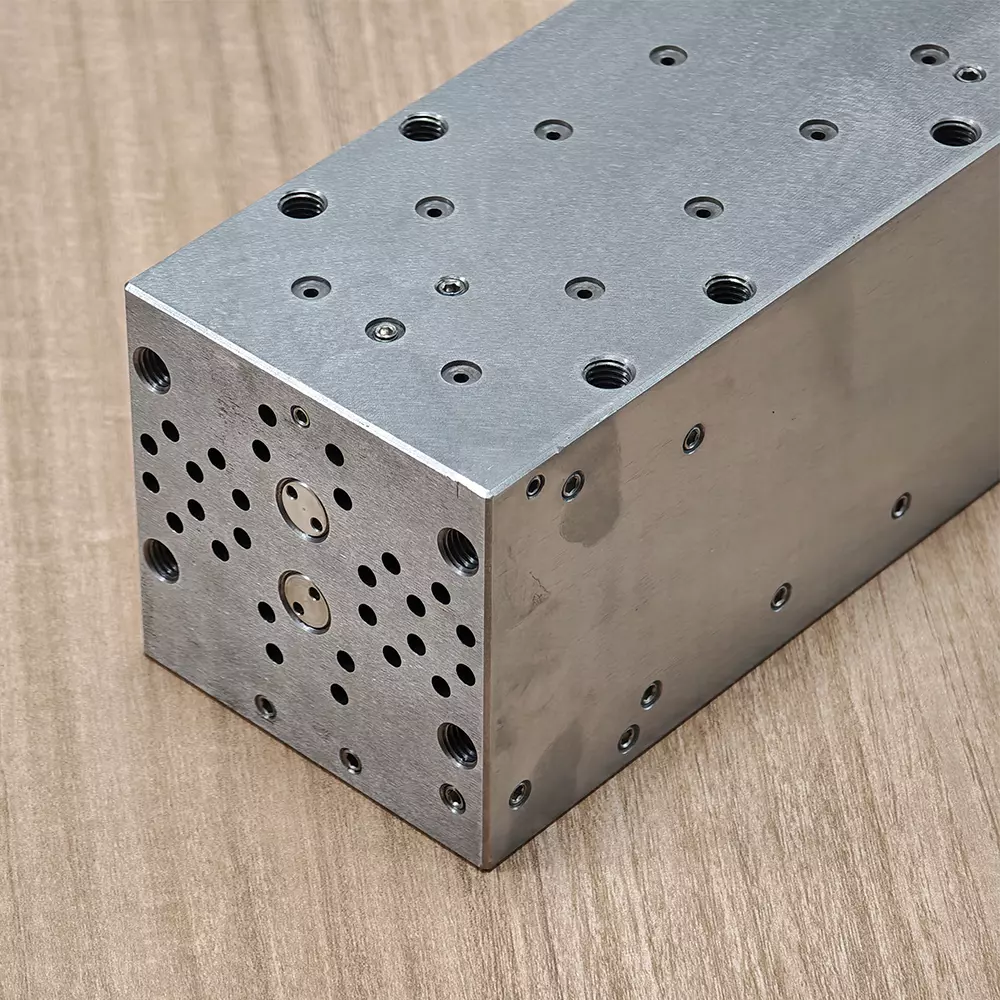
3. Επεξεργασία μπλοκ βαλβίδων: Αρθρωτός πυρήνας ολοκλήρωσης
Για τις αρθρωτές ομάδες υδραυλικών βαλβίδων ελέγχου, υιοθετούμε τυποποιημένες τεχνικές επεξεργασίας μπλοκ βαλβίδων:
-Έξι-λεπτή λείανση πλευρών: Μέσω μιας μηχανής λείανσης CNC, εκτελέστε λεπτή λείανση στις έξι επιφάνειες του μπλοκ βαλβίδων για να εξασφαλίσετε τον παραλληλισμό των παρακείμενων επιφανειών ≤ 0,03mm και η καθετότητα των παρακείμενων επιφανειών ≤ 0,05 χλστ.
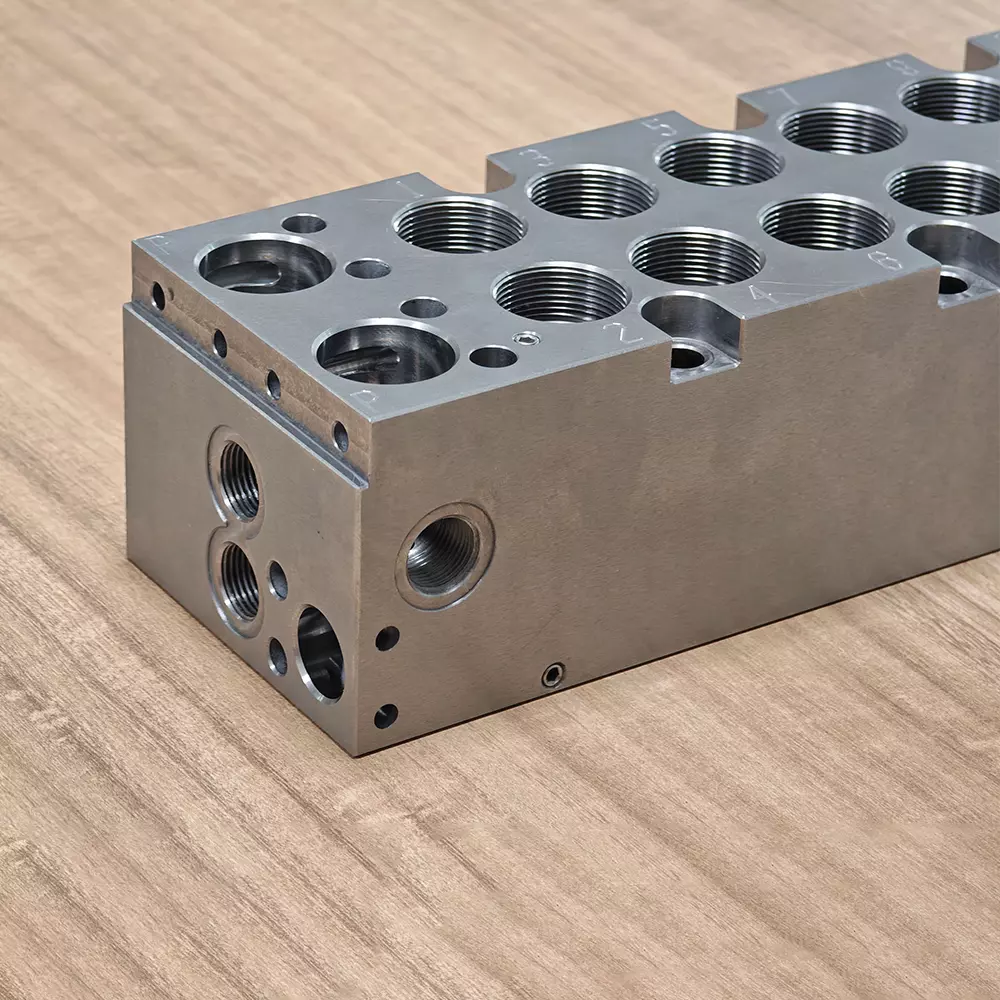
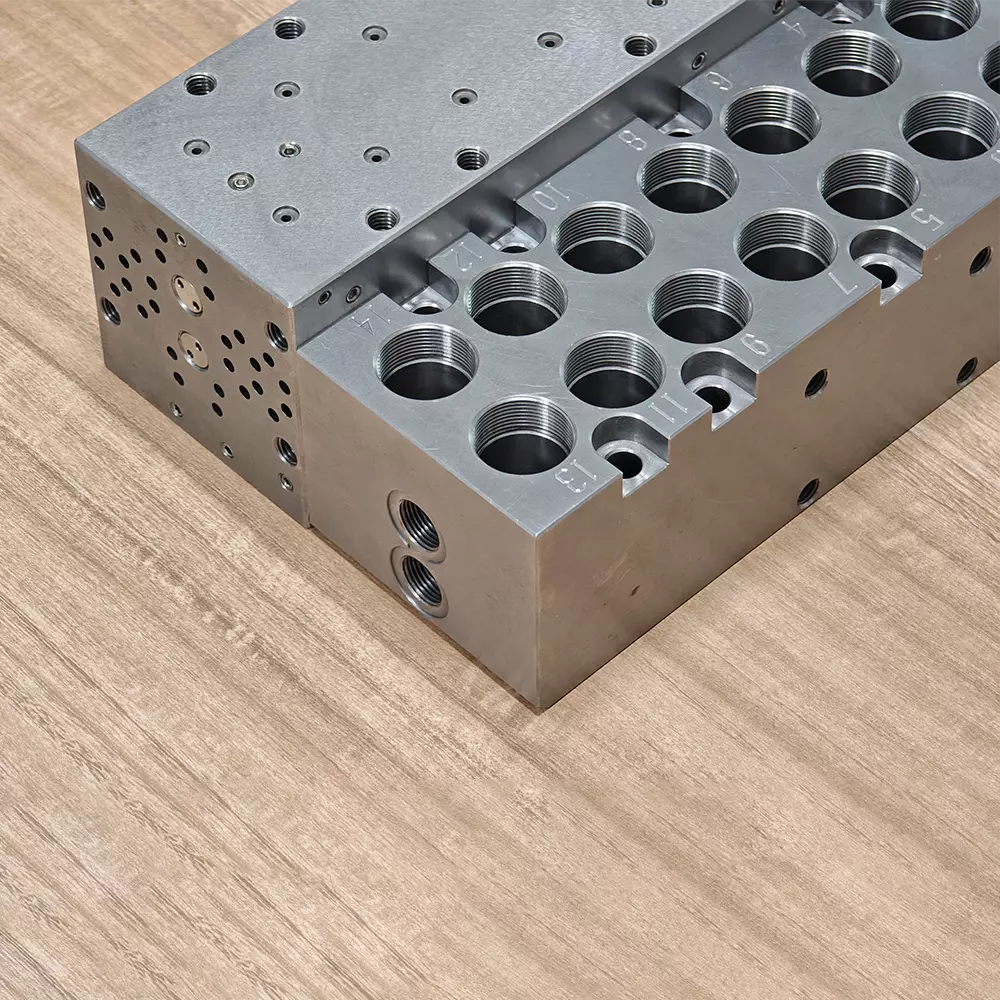
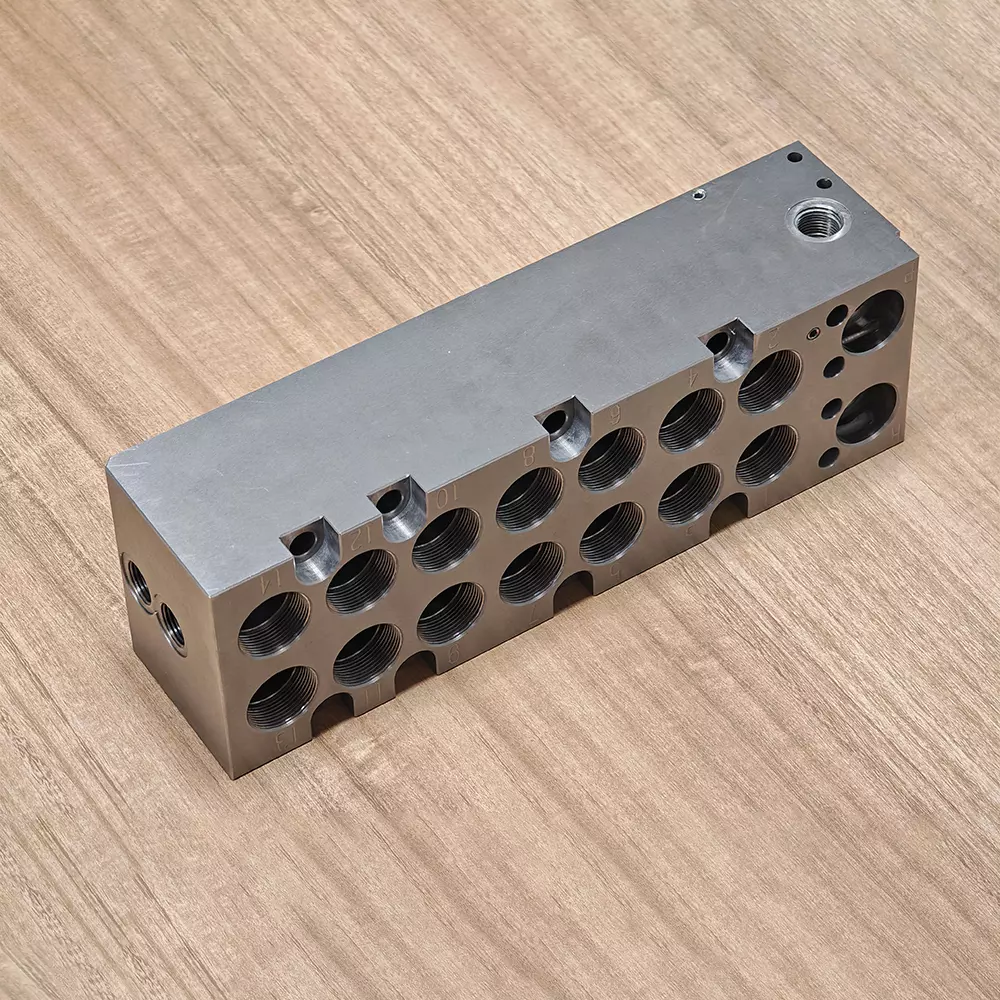
-Επεξεργασία αυλακιού: Χρησιμοποιήστε ένα κέντρο διάτρησης και τρυπήματος CNC για να ολοκληρώσετε την επεξεργασία των οπών με σπείρωμα, βύσμα-σε οπές βαλβίδων κ.λπ. στο μπλοκ βαλβίδων. Η ακρίβεια του νήματος φτάνει στο βαθμό 6H και το σφάλμα θέσης των οπών είναι ≤ 0,02 χλστ.
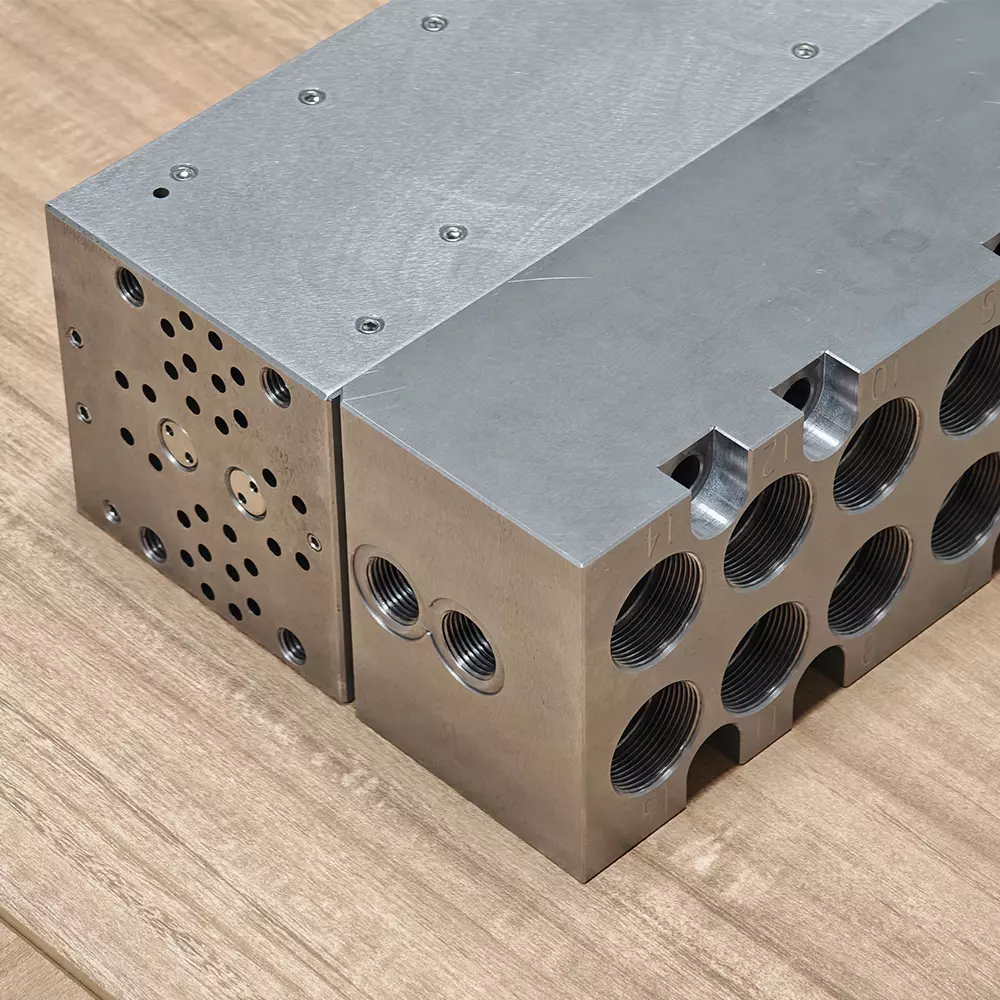
-Αφαίρεση γρεζιών και καθαρισμός: Χρησιμοποιήστε έναν συνδυασμό υψηλής-πίδακας νερού υπό πίεση και καθαρισμός με υπερήχους για την πλήρη αφαίρεση γρέζιων και ακαθαρσιών από τα κανάλια ροής μέσα στο μπλοκ βαλβίδας, διασφαλίζοντας ότι η καθαριότητα του υδραυλικού συστήματος πληροί το πρότυπο NAS 8.
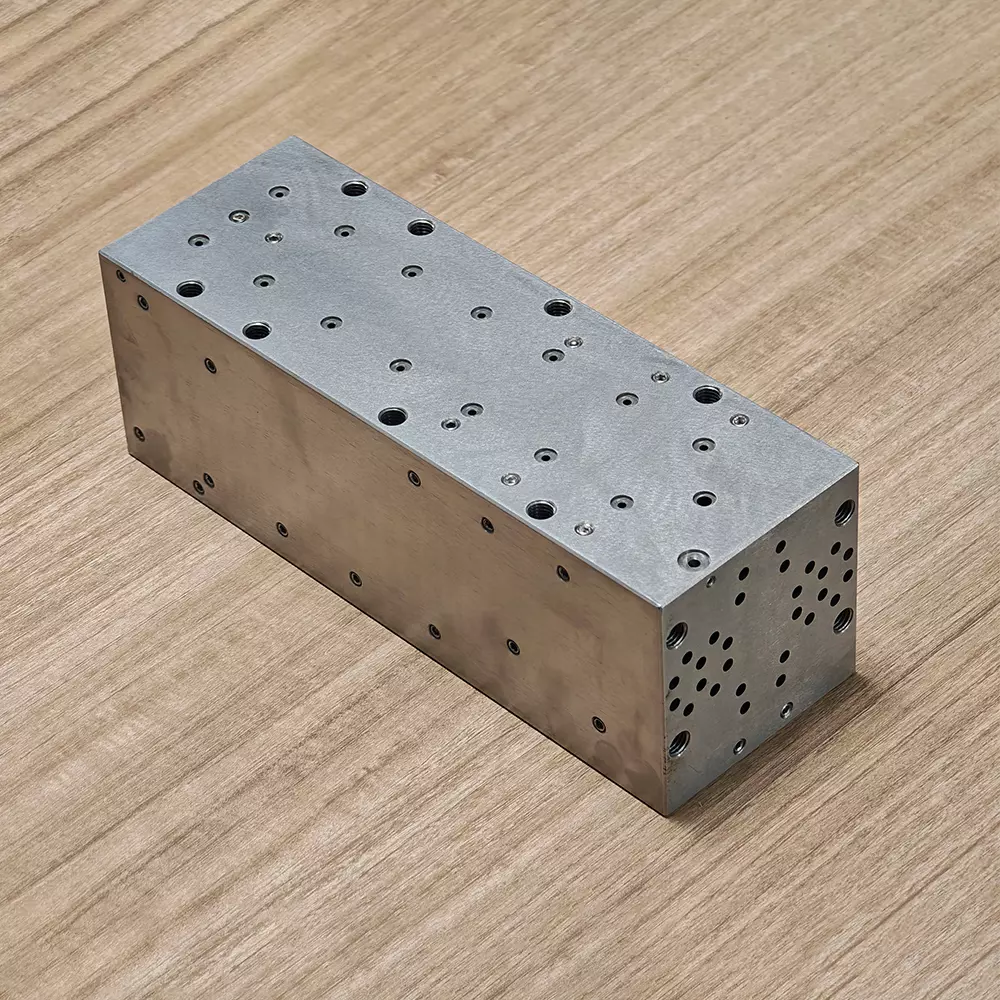

Επεξεργασία και προστασία επιφάνειας: Επέκταση της διάρκειας ζωής του προϊόντος
Για να ενισχύσουμε την αντοχή στη διάβρωση και τη φθορά της υδραυλικής βαλβίδας ελέγχου, χρησιμοποιούμε πολλαπλές διαδικασίες επεξεργασίας επιφάνειας:
-Σώμα βαλβίδας: Πραγματοποιείται επεξεργασία φωσφοροποίησης και ηλεκτροστατικός ψεκασμός, με το πάχος της επιφανειακής επίστρωσης να φτάνει ≥ 60 μm. Αυτό μπορεί να αντισταθεί στο οξύ-περιβάλλοντα βάσης και υπεριώδη ακτινοβολία.
-Πυρήνας βαλβίδας και χιτώνιο βαλβίδας: Εφαρμόζεται επεξεργασία ηλεκτρολυτικής επιμετάλλωσης ή νιτρώματος με σκληρό χρώμιο, με τη σκληρότητα της επιφάνειας να φτάνει το HV800 ή παραπάνω, αυξάνοντας την αντίσταση στη φθορά κατά 3 - 5 φορές.
-Μπλοκ βαλβίδας: Τα εσωτερικά κανάλια ροής υφίστανται επεξεργασία με έκπλυση με οξύ και φωσφοροποίηση, ενώ η εξωτερική επιφάνεια επεξεργάζεται με γαλβανισμό ή επινικελίωση για την αποτελεσματική πρόληψη της σκουριάς και της διάβρωσης.
Συναρμολόγηση και δοκιμή: Διπλή διασφάλιση απόδοσης και αξιοπιστίας
1. Συναρμολόγηση Clean Workshop: Η συναρμολόγηση πραγματοποιείται σε καθαρό δωμάτιο με επίπεδο καθαριότητας 10.000. Οι επαγγελματίες τεχνικοί χρησιμοποιούν ειδικά εξαρτήματα εργαλείων για τη συναρμολόγηση της υδραυλικής βαλβίδας ελέγχου:
-Καθαρισμός εξαρτημάτων: Όλα τα εξαρτήματα της συναρμολόγησης καθαρίζονται τρεις φορές σε μηχανή καθαρισμού με υπερήχους για να διασφαλιστεί ότι δεν υπάρχουν ακαθαρσίες στην επιφάνεια.
-Ακριβής συναρμολόγηση: Η συναρμολόγηση πραγματοποιείται σύμφωνα με το διεθνές πρότυπο ISO 4401. Η απόσταση μεταξύ του πυρήνα της βαλβίδας και του σώματος της βαλβίδας είναι 100% επιθεωρείται χρησιμοποιώντας μετρητή βύσματος για να διασφαλιστεί ότι η ακρίβεια συναρμολόγησης πληροί τις απαιτήσεις σχεδιασμού.
-Ανίχνευση στεγανοποίησης: Η επιφάνεια στεγανοποίησης του σώματος της βαλβίδας ελέγχεται χρησιμοποιώντας ανιχνευτή διαρροής φασματομετρίας μάζας ηλίου, με τον ρυθμό διαρροής να ελέγχεται κάτω από 1×10^-7 Pa·m³/s.
2. Πλήρης δοκιμή απόδοσης: Αφού συναρμολογηθεί κάθε υδραυλική βαλβίδα ελέγχου, υποβάλλεται σε αυστηρό έλεγχο απόδοσης:
-Δοκιμή πίεσης: Κάτω από 1,5 φορές την ονομαστική πίεση, διεξάγεται δοκιμή διατήρησης πίεσης για 30 λεπτά χωρίς διαρροή ή παραμόρφωση.

Προϊόντα που σχετίζονται
Σχετικό blog

Επιτόπια δοκιμή υδραυλικών βαλβίδων ελέγχου στο ορυχείο TTK στο Zonggudak, Τουρκία
Καλώς ήλθατε ο κ. Nurullah από την Τουρκία για να επισκεφθείτε το εργοστάσιό μας